Background
The Company‘s Iron Ore Project is associated with Mt Oscar Main Project (E47/1379), which is prospective for magnetite and haematite mineralisation.
Geology
Mt Oscar Iron Ore Project is located in the north-western part of the Pilbara Craton. The haematite-magnetite mineralisation found at Mt Oscar lies within the Cleaverville Formation occurring as banded iron formation (BIF) interbedded with cherty and fine-grained clastic sedimentary rocks. Dolerite sills are very common.

Magnetite Rich Horizon Outcropping on Ridges– Example of BIF Unit A in the North-East Corner of Mt Oscar E47/1379
The region is host to a number of other operating projects and related industries with significant opportunity to leverage from surrounding projects. The MCC’s Cape Lambert Project is reported to have a resource of approximately 2.0 billion tonnes, which is only 25km away from the Mt Oscar Project area. Other projects in the region, but a bit far away (80-100km) from the Mt Oscar Iron Ore Project area, are the Sino Iron Project which is reported to contain a resource approximately 2 billion tonnes of iron ore, Balmoral South project reported to have a resource of approximately 1.4 billion tonnes.
The magnetite-bearing rocks at the Mt Oscar Main crop out strongly over an oval shaped area measuring some 5km by 2km.

Magnetite Mineralisation Outcropping at Mt Oscar E47/1379
The BIF horizons are strike-continuous for up to 5.5 kilometers and are locally up to 160m thick within Mt Oscar Main E47/1379. Although of variable thickness, the magnetite-rich portion of the BIF is commonly in excess of 60m wide.
Exploration Work
Rock Chip Sampling
A rock chip sampling programme was completed in 2008 by Apollo Minerals Limited with the prospective portion of E47/1379. Initially, it identified some distinguished BIF strikes at the Mt Oscar Main tenement, i.e. A, B, C, D, E, F and G.
Eighty samples were collected with a highest iron ore reported of 55.82% Fe. Four samples reported over 50% Fe and twenty-two exceeded 40% Fe. These results are considered high for a magnetite style of mineralisation as assays from 30% Fe to 40% Fe are more commonly reported from rock chip samples of magnetite mineralisation.

Mt Oscar Main Magnetite Horizon and Sample Results > 40%Fe
Native Title and Aboriginal Heritage Agreement
A Native Title and Aboriginal Heritage Agreement was signed in September 2008 by Apollo Minerals Limited with the Ngarluma People, the traditional owners of the country in which Mt Oscar exploration licences are situated. It was then resigned by Oscar Resources in 2016.
Aerial Magnetic and Radiometric Surveys
A high resolution aeromagnetic survey was commissioned during 2008 over the Mt Oscar target defining intense magnetic anomalism. The data from this survey has been merged with multi-client data to extend the magnetic coverage to all of the magnetite prospective area at Mt Oscar.
Results of the survey indicated areas of very intense magnetic anomalism at Mt Oscar both with the Company’s ground and the adjoining ground to the east, reaching as high as 60,000 nT above the ground of C and D at Mt Oscar Main, as depicted as shades of red in the following figure.

Compilation of Aeromagnetic Data at Mt Oscar
In April 2009 Southern Geoscience Consultants (SGC) prepared a geophysical interpretation of the Mt Oscar Magnetite Project.
The resulting exploration for the Mt Oscar Main tenement is modelled by Southern Geoscience Consultants (SGC) to be 300 to 500 Mt magnetite-bearing BIF with grades of between 31% and 37% iron. This modelling is based on interpretation and modelling of geophysical data, rock-chip samples and the December 2009 RC drilling information from Mt Oscar Main.
Mt Oscar Project BIF Exploration Target based on Geophysical Interpretation
| Modelled Magnetite Exploration Target Tonnage | ||||
|---|---|---|---|---|
| Prospects | Minimum, Mt | Mid-range, Mt | Maximum, Mt | Fe grade |
| Mt Oscar Main | 300 | 400 | 500 | 31-37% |
| Total | 300 | 400 | 500 | 31-37% |
Note: Estimation of Resource at Mt Oscar Main is based on BIF Units A, C and D.
Water Supply Scoping Study
In 2009, an independent groundwater consulting group was commissioned to undertake a water supply scoping study for the Project. The consultants concluded that, based on available data, it is likely that a suitable groundwater resource of sufficient size and quality could exist in the project area capable of supporting an operation producing 5-10 Mt pa. Investigations showed that the target areas most likely to host the required groundwater resources are not constrained by any current native title claims, designated environmentally sensitive or drinking-water source protection areas.
Geological Mapping
A detailed mapping programme was completed during March and April that covered all iron prospective BIF outcrop within the Mt Oscar Main tenement.

Mt Oscar Main Geological Mapping
Based on this mapping, the BIF sequence in the north of the Mt Oscar Main tenement E47/1379 has shown to comprise four main units, three being BIF units with distinctively different characteristics and the fourth being the intervening dolerite sills. The whole BIF sequence, including intervening mafic volcanic lenses, would have been deposited prior to the intrusion of numerous dolerite sills which have been controlled by various phases of faulting.
Due to structural complexity of the area the relative ages of these units is uncertain but it would appear that the oldest BIF unit is that designated as BIF A, younging through BIF B, to BIF C and D. The latter were initially considered to be distinct units but this has since reassessed and the two are considered to be the same upper part of the sequence.
RC Drilling Programmes
Two RC drilling programmes were completed by Apollo Minerals Limited as follows:
Collar locations and drilling directions for all holes are shown on the plan.

Drilling Locations
The initial drill programme was designed to target the highest magnetic amplitudes as modelled by SGC. Five holes were drilled on four drill profiles that are approximately 200 metre-spaced sections, to provide a test of 800m strike of horizons C and D.
Downhole intercepts of magnetite mineralisation ranging from 16m to 168m having iron grades ranging from 31.9% to 36.9% have been encountered within C and D horizons. The average iron grade for the intercepts is 35.2% Fe. The mineralisation remains open at depth and along strike for both horizons with the deepest holes extending to a vertical depth of 300 metres. Shallow cumulative intercepts of 271m @ 34.8% Fe and 192m @ 35.9% Fe were returned from a depth of 14m in drill hole OSRC004 and 25m depth in drill hole OSRC001 respectively.
Several individual composite assays exceeded 40% iron with the highest being 43.8% iron returned from the 5m composite sample comprising drill intercept from 74m to 79m in drill hole OSRC004.

Mt Oscar Main Drill Sections (Stage 1 Drilling Programme) Units C+D
The second drilling programme was undertaken at Mt Oscar Main over BIF Unit A South during early November 2010. Unit A has a strike length of approximately 1.4km with estimated true width varying between 60m and 120m. Four holes were drilled for 732m and intercepts of magnetite-bearing BIF were recorded in three of the four drillholes.
Drilling of Unit A was planned as this unit was seen to host some slightly coarser, albeit still fine grained, magnetite than that seen in Units C and D. In addition, the explorer, Fox Resources, to the west reported a resource estimate of 72.4Mt @ 34% Fe head grade at that time based on 27 RC holes and 7 diamond holes in TMI anomalies 1 and 2 which are along strike from the Mt Oscar Main’s Unit A South. Total BIF intersections were 106m with 33.56% Fe, 111m with 33.92% Fe and 66m with 31.18% Fe in holes from west to east. The average iron grade for the intercepts of 287m is 33.1%Fe. The BIF horizon comprise strongly jaspilitic, pink to red BIF that is variously magnetite bearing. The magnetite rich portions are grey to dark in colour and these occur along with wide intercepts of mostly low iron bearing red chert within the BIF horizon, together with amounts of shale.

Mt Oscar Main Drill Sections (Stage 2 Drilling Programme) Unit A
Metallurgical and Processing Testwork
An independent consulting mineral processing group was commissioned in early 2009 to undertake a programme of Davis Tube Recovery (DTR) and metallurgical testwork. Samples were taken from RC drill chips obtained during the drilling programme that tested Units C and D at Mt Oscar Main.
DTR results at P80 38 microns from twelve composite intervals based on 151 individual samples selected from the drill holes. Individual DTR results up to 64.0%Fe with an average of 58.0% Fe. Mass recovery peaked at 87.7% with an average of 42.4%.
Additional testwork designed to further reduce silica was undertaken on a composite sample from all five drill holes with a grade of 34.6%Fe, 41.2%SiO2, 2.9%Al2O3, 0.05%P and 0.038%S, via a flowsheet of magnetic separation, regrinding, magnetic separation and flotation. This achieved a product concentrate grade of 62.6%Fe and 10.3%SiO2.
In the second DTR test programme, a different independent group was commissioned to conduct metallurgical analysis on drilling composite samples obtained from the second stage RC drilling, which produced two distinct iron concentrates grading 58%Fe and 64.5%Fe at a P80 25 micron grind size. Testwork with flotation showed that magnetite from Unit A is capable of producing saleable product ie >60% Fe, <8% (Al2O3+SiO2).
Significant DTR intercepts include:
- 40m (from 116m) at a grade of 62.3% Fe, 0.8% Al2O3, 10.7% SiO2, 0.03% P and 0.09% S from drill hole OSRC006, and
- 30m (from 166m) at a grade of 66.2% Fe, 0.2% Al2O3, 5.9% SiO2, 0.02% P and 0.02% S from drill hole OSRC006.
Flotation tests produced a concentrate grade of 64.5%Fe, 0.5%Al2O3 and 7.0%SiO2 at a P80 45 micron from drilling hole OSRC007.
Several large DTR composites demonstrated very low levels of weight recovery including a cumulative interval of 89m at 37.3% Fe of very weakly magnetic to non-magnetic iron ore (equivalent to 30% of all mineralisation above a 20% Fe head grade cut-off) including:
- 25m (from 171m) at 35.7% Fe from drill hole OSRC006;
- 40m (from 121m) at 33.9% Fe from drill hole OSRC007;
- 25m (from 66m) at 27.6% Fe from drill hole OSRC008.
More Exploration Target Discovery
Given the unexpected and positive metallurgical results of Unit A which highlighted the potential for significant quantities of weakly or non-magnetic iron ore mineralisation, the iron ore mineralisation at Mt Oscar Main was reassessed with both magnetite and haematite in 2011. An additional 5 kilometers of BIF horizons were accordingly identified, possibly with some further BIF horizons existing. This means a total of 11km of BIF strike is perspective for both styles of iron ore mineralisation at Mt Oscar Main Iron Ore Project.

Exploration Targets for Mt Oscar Main
Modelling of airborne magnetic data over the East Target Unit (the white solid arrow indicated area) of the Mt Oscar iron ore project was undertaken in September 2011 by Southern Geoscience Consultants Pty Ltd (SGC). The modelling suggested potential presence of well-developed haematite starting from near surface to 30m below surface, with widths from 70 to 200m, depths to 200m below surface and further, and length in about 1,500m. Outcrop of the unit is more likely towards the eastern end where the body appears to be at very shallow depth or sub-cropping, with potential existence of direct shipping ore (DSO).
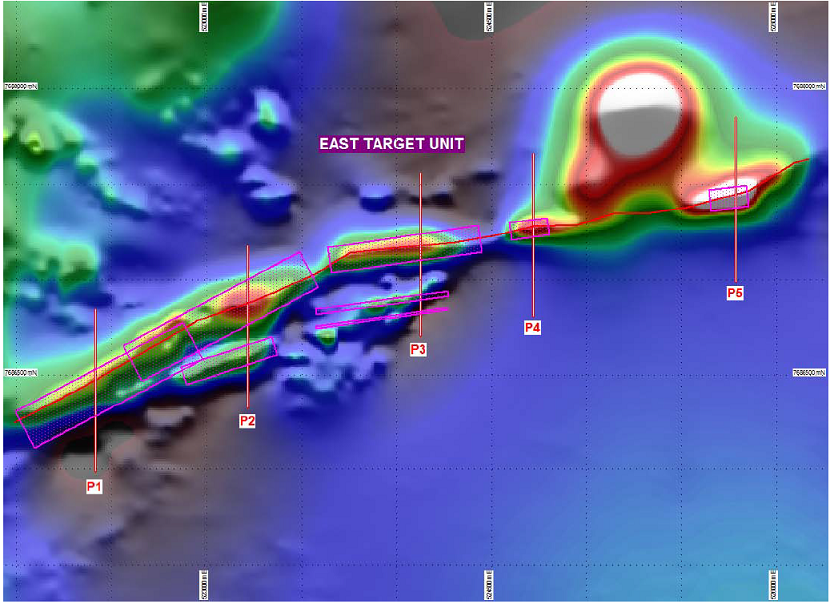
RTP image shaded from the north showing the location of the modelled profiles and modelled bodies at East Target Unit for Mt Oscar Main tenement E47/1379
Metallurgical Testwork in China
Preliminary testwork was carried out at Jiangxi University of Science and Technology (JXUST) and Jinken Sci & Tech Co., Ltd (Jinken) during 2014-2016.
The techniques and technologies used in the tests at JXUST are simply grinding and LIMS on the drilling powders. Some of the typical results are:
- One stage grinding at a P85 38µm, two stage LIMS separation for the drilling samples grading 38.8% Fe from BIF Unit C produced a concentrate of 60.4% Fe with 48.62% of mass recovery;
- Two stage grinding, two stage LIMS separation for the drilling samples grading 34.25% Fe from BIF Unit A produced a concentrate of 61.05% Fe with 31.08% mass recovery;
It was noted the samples from BIF Unit A were not all magnetite but with presence of haematite so the achieved mass recovery was not high as the haematite was rejected by the LIMS separation.
The techniques and technologies used in the tests in Jinken are similar to the ones at JXUST, but a new technology, Elutriation Magnetic Separation (EMS) was also trialed. The experimental EMS is a small size of laboratory EMS. The samples were from BIF Unit C. Each set of tests used 2kg drilling samples. Some typical results are as follows:
- Grinding, LIMS separation and EMS separation. First, grinding the drilling samples grading 36.3% Fe, to be P88.2 75µm, then processing the oversized and undersized material respectively. Processing the oversized material grading 36.90% Fe with one stage LIMS, it achieved a rougher concentrate of 54.20% Fe. Processing the rougher concentrate further with EMS, it generated a concentrate product grading 62.70% Fe. Grinding the undersized material grading 33.40% Fe, to be P78.2 75µm, simply processing with EMS directly, the concentrate product achieved is 58.30% Fe.
- Grinding and EMS separation. Grinding the drilling samples grading 36.3% Fe, to be P88.2 75µm,then processing the oversized material on the 100 mesh seive. Grinding the oversized material grading 47.70% Fe, to be P47.5 45µm, simply processing with EMS directly, the concentrate product achieved is 62.10% Fe.
- Staged grinding, LIMS separation and staged EMS separation. First, grinding the drilling samples grading 36.4% Fe, to be P100 180µm, processing the ground materal with LIMS achieved a rougher concentrate of 52.3% Fe with 56.20% of mass recovery. Grinding the rougher concentrate to be P100 45µm, then processing with EMS, it achieved a concentrate product of 59.1% Fe with 47.07% of mass recovery. Processing the concentrate product further with EMS, it generated a final concentrate product of 60.9% Fe with 44.7% of mass recovery. Fe grade in the tailings from the EMS is 25.10% Fe.
Test results have shown EMS performance is great. Even it can improve Fe grade by as much as 24.90% Fe straightaway. The trial tests tried to recover more iron concentrates, resulting in a high final mass recovery of 44.7% at 60.9% Fe, with 25.10% Fe in the tailings. For the results of 62.1% - 62.7% Fe, the Fe grades in the tailings were 33-36%Fe. These mean that, with the EMS, there would be a higher Fe grade in the tailings for a higher Fe concentrate fines product. In industrial applications of EMS, it is to discharge more low Fe grade intergrowths to achieve a higher Fe grade concentrate. This will sacrifice the mass recovery and result in a higher Fe grade in the tailings from the EMS, sometimes, higher than 50% Fe. In this situation, it is to reprocess the tailings by grinding and LIMS separation to recover a portion of magnetite fines.
Jinken is the inventor and manufacturer of the EMS which has been widely applied in China and Australia with great successes. Nowadays, EMS is eqippped with a smart control system, precisely controlling of Fe grade and silica level of the final iron concentrates to the client's requirements.
Project Scoping Study
A professional engineering company was commissioned to work on a study for the Project which aimed to evaluate the development options available for the Project and highlight potential economic return.
Proposed processing flowsheet in the Study with conventional technologies:
- Coarse crushing + intermediate crushing + fine crushing + dry magnetic separation (DMS) + grinding + rougher LIMS + hydro-separation + regrinding + cleaner LIMS + rougher reverse flotation + cleaner reverse flotation;
- Final grinding size at P80 of 38µm.
The Study evaluated three development options with capital investments, operational costs and transport costs etc., based on a production capacity of 5 Mtpa magnetite fines for a mine life of 20 years:
- Option 1, building a new trans-shipment export facility at Anketell Point and slurry pipeline transfer of the magnetite concentrate from Mt Oscar, with filtration and water return facility at Anketell Point;
- Option 2, building a new trans-shipment export facility at Anketell Point, without a pipeline but truck transfer of the magnetite concentrate from Mt Oscar, with filtration facility at Mt Oscar;
- Option 3, trucking the magnetite concentrate fines produced at Mt Oscar to Port Hedland which is about 180 km away, without building both trans-shipment export facility at Anketell Point and pipeline. Only A$8.8m is needed for building an export facility at Port Hedland. This is the least CAPEX development option.
The Study result highlights:
- The Mt Oscar magnetite project is located in the hub of the Pilbara approximately 40km from a new trans-shipment port and necessary infrastructure, with three towns nearby, providing a built-in geographical advantage for the project;
- Testing of the Mt Oscar ore shows a trend towards rejection of tails at coarse sizes, and when extrapolated to 8mm shows potentially 35% of tailings being rejected, which compares positively to other nearby projects;
- Of three development options considered, the Study analysis favours the option of utilizing a new trans-shipment export facility at Anketell Point and slurry pipeline transfer of the magnetite concentrate from Mt Oscar, with filtration and water return facility at Anketell Point;
- The Study concludes with a positive financial outcome, for production of a magnetite concentrate grading 61.6% Fe with 26.9% of mass recovery, being an FOB cost of AU$70.05/DMT (US$52.54/DMT) and a CAPEX of AU$989 million (US$741.75 million), 20.72% IRR and NPV of AU$1,208.09 million (or US$906.07 million) based on an 8% discount rate. The analysis is based on the favoured development option described in the above;
- In principle, the operating cost projections are seen to be quite competitive in comparison with other potential similar magnetite projects;
- The financial projections for the Project indicate that a project for the production of 5 Mtpa of magnetite concentrate plant is superior to the 2.5 Mtpa scenario, based on the favoured development option described in the above.

Tails Rejection Curve Based on Composite B of Mt Oscar BIF Unit C Drill Samples
The capital investments, operational costs and transport costs for the three development options are summarised below
| Mt Oscar Magnetite Project Development Options | |||
|---|---|---|---|
| Options | Capital | FOB Costs, AU$ | Transport Costs, AU$ |
| Option 1 | Highest | 70.05/DMT | 1.00/DMT, Extremely good |
| Option 2 | Between | 76.35/DMT | 7.30/DMT, Very good |
| Option 3 | Lowest | 87.29/DMT | 18.24/DMT, Reasonably good |
Increasing concentrate product Fe grade and mass recovery will achieve significantly improved technical and economic outcomes.
BIF Features of the Iron Ore at Mt Oscar
MinRizon’s testing on Mt Oscar magnetite ore indicates the Mt Oscar magnetite ore shows a trend towards rejection of tails at coarse sizes, and when extrapolated to 8 mm shows that 35% of tailings can be rejected by DMS at this size. This suggests that Mt Oscar magnetite ore is a well-developed BIF iron mineralization.
A well-preserved banded iron formation (BIF) typically consists of macrobands several meters thick that are separated by thin shale beds. The macrobands in turn are composed of characteristic alternating layers of chert and iron oxides, called mesobands, that are several millimeters to a few centimeters thick. Many of the chert mesobands contain microbands of iron oxides that are less than a millimeter thick, while the iron mesobands are relatively featureless. BIFs only rarely interfinger with other rock types, tending to form sharply bounded discrete units that never grade laterally into other rock types. Most BIFs are chemically simple, containing little but iron oxides, silica, and minor carbonate. Most BIFs have a higher content of iron, typically around 30% by mass, so that roughly half the rock is iron oxides and the other half is silica.
Previous exploration work and recent site visit and surface rock chip sampling in four different areas in April, November and December 2023 at Mt Oscar all confirm the BIF characteristics of Mt Oscar iron ore, that is, the iron ore deposits at Mt Oscar are distinctive units of sedimentary rock consisting of alternating layers of iron oxides and iron-poor chert whether they are magnetite, haematite oxidised from magnetite or mixture of magnetite and haematite. As observed, the BIF outcrops as silica bands commonly up to 30 mm thick interlayered with iron rich bands, commonly from 2-3 mm up to 20 mm thick. These BIF features are valuable for the OST to perform disposal of wastes, keeping all higher Fe grade portion, no matter they are magnetic or non-magnetic.

Outcropping BIF Iron Ore, Sampling Sites, BIF Structure on BIF Unit C at Mt Oscar

Outcropping BIF Iron Ore, Sampling Sites, BIF Structure on BIF Unit A at Mt Oscar
When crushing at a size of 8 mm, at least a portion of the BIF iron oxides are dissociated with iron-poor chert mineral and a portion of the BIF iron oxides produced as intergrowths with more iron content than iron-poor chert mineral. At such a crushed size it favors OST to precisely reject iron-poor wastes and keep iron-rich particles or good intergrowths no matter whether they are magnetite or haematite. Those chert mesobands which contain microbands of iron oxides that are less than a millimeter thick, and which are dissociated due to crushing, would be rejected. This is more important as if they are, otherwise, going to next stages of processing, for example, grinding, it would create troubles for cleaning separation. If crushed further, for example, to be finer at 2 mm those intergrowths would achieve more dissociation of chert mineral. At such a fine crushing size of -2mm, about 50% of tails rejection would be achieved according to the Study of MinRizon Projects.
Gravity Survey over the East Target Unit
Modelling of airborne magnetic data over the East Target Unit undertaken by SGC in September 2011 suggested potential presence of well-developed haematite starting from near surface to 30m below surface, with widths from 70 to 200m, depths to 200m below surface and further, and length in about 1,500m. Outcrop of the unit is more likely towards the eastern end where the body appears to be at very shallow depth or sub-cropping, with potential existence of direct shipping ore (DSO).
However, the iron ores are at low grades. No company in Australia was developing such a low-grade haematite project, plus the troubles with processing low grade magnetite ores, previous exploration did not do much over this low-grade haematite area. Encouraged by the recent test results with DMS and OST this spurs low grade BIF haematite opportunity over the East Target Unit for Oscar Resources.
A gravity survey over the East Target Unit was scheduled in November 2023, being conducted by SGC to check if any outcrops exist and to define an exploration target tonnage. Rock chip sample collection was planned for testing after the gravity survey. The East Target Unit aera is flat. It would provide a good area for producing haematite DSO fines product. This would significantly increase the minable tonnes of iron ore deposits, providing added economic value to the project.The gravity survey was completed in March 2024. Data processing are under way.
Third Stage Drilling Program
A diamond drill program was planned to be carried out over BIF Units C and D at Mt Oscar project within E47/1379 in January 2024. The programme comprises the drilling of four HQ diamond holes to provide for JORC compliant resource definition and metallurgical testwork. An optional additional diamond hole is designed to re-enter and extend an existing RC hole to test for additional BIF orebodies at depth.

Planned Diamond Drilling Locations and Previous RC Drilling Locations
The drill program was designed subsequent to:
- A site visit to the Mt Oscar project during December 2023 and a visit to the Narluma Aboriginal Corporation in Karratha
- The works outline from the Company that emphasized the phase of resource definition works to commence and the need for diamond core to provide for on-going specialty metallurgical testwork
- Discussions that were held with ALS Laboratory supervisors at the Malaga geochemistry and metallurgical laboratories concerning the handling and testing of diamond core
The recent visit in December 2023 to Mt Oscar Project revealed that the collars of four out of five RC drillholes of the 2009 drill campaign are intact and are available for topographic and possible downhole survey. With careful excavation of large rocks covering one of the drill collars it may also be available for surveys. The survey of these holes located in BIF Units C & D will assist with the JORC compliance for resource evaluation and if this is achieved the re-drill of these holes needs not to be done.
The diamond drilling at Mt Oscar Project started in January 2024 and completed in April 2024. The achieved diamond drillcores have shown good BIF strutures for the underground iron ore. Core-cutting, assaying and DTR tests are underway in the ALS labs.
Encouraged by the drilling results of the third drilling program, a further drilling program has been planned at Mt Oscar Project. Heritage surveys over the BIF Units C & D are also progressing.
Phasing Capital Investment with a Staged Development Strategy
The three development options as proposed in the Scoping Study are valueable to the development planning of the Project. Based on the Study, Oscar Resources would implement a modular design (MD) method for the processing plant of 5 Mtpa magnetite concentrate fines, by building two individual production lines separately with 2.5 Mtpa each, starting one production line first to lower initial CAPEX requirement for entry into production by phasing capital investment with a staged development strategy:
- Starting from Development Option 3 by trucking the product to Port Hedland, without building the transshipment port and slurry pipeline
- Starting production of DSO based on the above, through crushing, screening, waste disposal and pre-concentration, which is a dry process, being Section 1 of a full production line
- Building the transshipment port at Anketell Point, which is only about 40km away from the mine site, with a significantly reduced transport cost as compared to Port Hedland
- Building Section 2 of the production line which is used to process the pre-concentrated coarse-sized magnetite ores from Section 1 to achieve high grade magnetite concentrate fines for a premium price, with grinding, LIMS and EMS processes, etc, and trucking the product to the transshipment port at Anketell Point
- Building the slurry pipeline and water return pipeline from the transshipment port at Anketell Point for a capacity of 5 Mtpa of magnetite fines. Transport cost through slurry pipeline will be a lot less than the one by truck
- Then building the second production line to expand production capacity
Project Near-Term Development Plan
Oscar Resources plans to start a small scale, near‐term mine development that has the potential to be scaled up to optimal size through the reinvestment of operating cash flows. A small scale of mining operation which produces DSO products fits that purpose, with a much reduced CAPEX to generate cash flows. Quotations have been offered recently from an Australian engineering and service company for a turnkey project for a fixed modular crushing plant with a capacity of processing 400t/h, 500t/h or 600t/h ROM ore. The quotation is A$15m for a crushing plant to process 500t/h or 3.36 Mtpa ROM ore. That is 1.4 Mtpa DSO products with 42% of mass recovery for such a processing capacity of ROM ore.
The DSO products are transported by trucks to Port Hedland for export. Later, adding another modular crushing plant of processing 400t/h or 2.69 Mtpa ROM ore which will produce 1.1 Mtpa DSO products, will make up a total production capacity of 2.5 Mtpa DSO products.